







Технология производства кварцевого песка поставщики
Когда говорят про технологию производства кварцевого песка, многие сразу думают о простом дроблении породы – а на деле там столько нюансов, что даже мы с нашим опытом иногда пересматриваем подходы. Особенно когда речь заходит о подборе поставщиков – не каждый понимает, что качество песка зависит не только от сырья, но и от того, как его добывают и обрабатывают.
Основные этапы технологии
Начну с того, что добыча кварца – это только начало. У нас в работе был случай, когда партия песка пошла браком из-за неправильной промывки – вода подавалась под слишком высоким давлением, и мелкие фракции просто уносило. Пришлось переделывать всю линию, добавлять отстойники. Это к вопросу о том, почему технология производства должна быть адаптирована под конкретное месторождение.
Обогащение – отдельная история. Магнитная сепарация, казалось бы, стандартный процесс, но если не контролировать мощность поля, в песке остаются примеси железа. Как-то раз получили партию с превышением Fe2O3 – виной был изношенный сепаратор, который поставщик не вовремя обслужил. Клиенты тогда жаловались на цвет готовых изделий.
Сушка – кажется простым этапом, но здесь тоже есть подводные камни. Пересушишь – песок становится слишком хрупким, недосушишь – комкуется при хранении. Мы обычно используем барабанные сушилки с точным контролем температуры, но даже так бывают сбои. Особенно зимой, когда сырье поступает с повышенной влажностью.
Критерии выбора поставщиков
С поставщиками кварцевого песка работаю давно, и главный вывод – нельзя ориентироваться только на цену. Был у нас контрагент, предлагавший сырье на 15% дешевле рынка, но в первой же партии обнаружили примеси глины, которые не отмывались. Пришлось останавливать производство – убытки превысили экономию.
Сейчас мы сотрудничаем с проверенными компаниями, которые предоставляют полную документацию на каждую партию. Например, ООО Цинтунсяский завод пропантов Жуйтун (rtzcj.ru) – они хоть и специализируются на проппантах, но понимают требования к сырью для нашей отрасли. Важно, когда поставщик сам разбирается в технологических процессах.
Еще смотрю на оборудование у поставщика. Если обогатительная линия устаревшая – даже из хорошей породы не получить стабильный продукт. Как-то посещал карьер, где использовались дробилки еще советских времен – фракционный состав был неравномерным, приходилось дополнительно просеивать.
Проблемы контроля качества
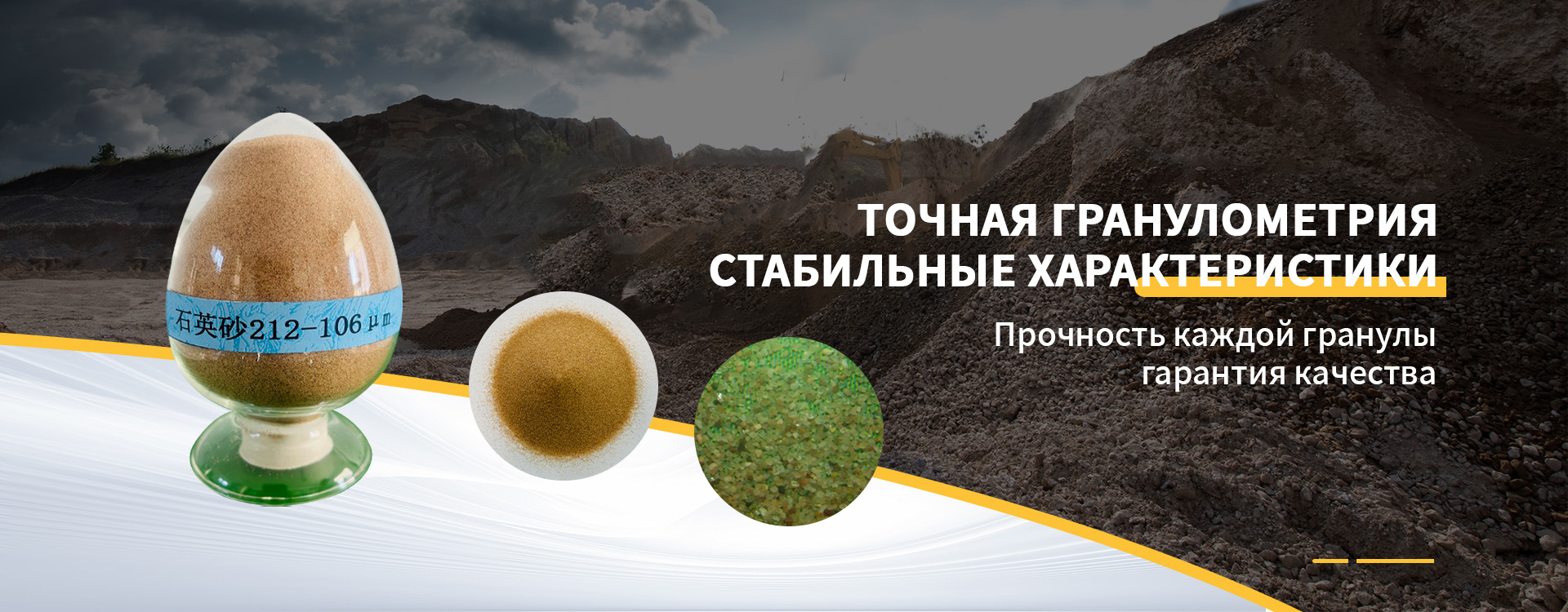
Лабораторный контроль – это отдельная головная боль. Казалось бы, прописаны все ГОСТы, но на практике каждый случай индивидуален. Например, содержание диоксида кремния должно быть не менее 98%, но в зависимости от месторождения этот показатель может колебаться. Мы всегда берем пробы из каждой партии, даже от постоянных поставщиков.
Запомнился случай, когда визуально песок соответствовал всем параметрам, но при использовании в стекольном производстве появились пузырьки. Оказалось, проблема в микроскопических включениях полевого шпата, которые не выявлялись стандартными методами. Пришлось подключать рентгенофлуоресцентный анализ.
Сейчас многие требуют сертификаты по ISO, но я считаю, что практика важнее бумажек. Работали с компанией, у которой были все возможные сертификаты, но партии шли с разбросом по гранулометрии. Выяснилось, что они смешивали песок из разных карьеров без дополнительного контроля.
Особенности логистики
Доставка – тот этап, где может испортиться даже идеальный продукт. Как-то получили партию песка с повышенной влажностью – оказалось, машину мыли перед погрузкой и недостаточно просушили. Теперь всегда проверяем условия транспортировки у поставщиков.
Хранение на складе тоже требует внимания. Раньше думали, что песок можно хранить под открытым небом, но потом столкнулись с проблемой загрязнения. Сейчас используем закрытые склады с системой вентиляции, хотя это и увеличивает затраты. Но лучше перестраховаться, чем потом выбрасывать испорченное сырье.
Интересный момент – сезонные колебания. Зимой поставщики часто привозят смерзшийся песок, который приходится разогревать в термических камерах. Это дополнительные расходы, но другого выхода пока не нашли. Летом, наоборот, проблема с пылью – приходится использовать системы аспирации.
Перспективы развития технологии
Сейчас много говорят о модернизации технологии производства, но на практике не все новшества приживаются. Пробовали, например, лазерную сепарацию – дорого, а эффект минимальный. Возможно, для особо чистых марок кварца это имеет смысл, но для массового производства не окупается.
А вот сухое обогащение показывает хорошие результаты – меньше воды расходуется, нет проблем с очисткой стоков. Но требуется более точное оборудование, да и персонал нужно переучивать. Мы постепенно внедряем такие линии, но полностью от мокрых методов пока не отказываемся.
Что действительно перспективно – это комбинированные методы. Например, сначала сухое обогащение, потом мокрая классификация. Так получается достичь стабильного качества при разумных затратах. Но тут уже многое зависит от поставщиков оборудования – не все могут предложить комплексные решения.
Взаимодействие со смежными отраслями
Работая с кварцевым песком, постоянно сталкиваешься с тем, что требования разных отраслей сильно отличаются. Для стекольной промышленности нужна одна чистота, для литейной – другая, для строительной – третья. Приходится адаптировать технологию производства под конкретного потребителя.
Интересный опыт был с проппантами – там требования к прочности особые. Как раз сотрудничали с ООО Цинтунся Жуйтун Пропант – они с 2011 года в этом сегменте работают. Их опыт помог нам улучшить процессы подготовки сырья для проппантов, хотя мы в основном кварцевый песок поставляем.
Сейчас многие производители пытаются унифицировать продукцию, но я считаю это ошибкой. Лучше иметь несколько технологических линий под разные нужды, чем пытаться угодить всем одним продуктом. Да, это сложнее в управлении, но зато качество стабильное и клиенты довольны.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Китай округлость кварцевого песка основная страна покупателя
- Китай песок кварцевый 0 2 поставщик
- Китай эксплуатация и обслуживание добычи нефти основная страна покупателя
- Китай система менеджмента качества iso 9001 цена
- Китай система менеджмента качества iso 9001 основная страна покупателя
- Высокая пропускная способность производитель
- мутность кварцевого песка
- Китай кварцевый песок 5 мм завод
- Китай газпром нефть добыча цена
- Сколько кварцевого песка производители