







Сушка и рассев кварцевого песка производитель
Когда слышишь 'сушка и рассев кварцевого песка', многие сразу думают о простом прогреве и ситах. Но на деле это капризный процесс, где каждый микрон фракции влияет на результат. У нас в ООО Цинтунсяский завод пропантов Жуйтун через это прошли — и не без ошибок.
Почему классификация песка чаще всего хромает
Видел, как некоторые цеха ставят обычные барабанные сушилки и думают, что этого достаточно. На деле кварцевый песок липнет, образует комки, а при перегреве теряет однородность. Мы в 2015 году попробовали адаптировать старую линию для сушки песка — получили колебания влажности от 0,5% до 3%. Клиенты жаловались, что песок для ГРП слеживался в силосах.
Заметил, что проблема часто в подготовке сырья. Песок с разной карьерной влажностью подают в одну сушилку без предварительного усреднения. Приходилось останавливать линию, чтобы прочистить теплообменники от налипшего слоя. Как-то раз за смену трижды снимали крышку рассева — вибрационные сита забивались мокрыми агрегатами.
Сейчас вспоминаю, что ключевым стал переход на многоуровневую сушку с дезинтеграторами. Но и это не панацея — если не контролировать скорость подачи, то мелкие фракции (0,1-0,3 мм) пересушиваются и улетают в аспирацию. Пришлось добавлять циклонные уловители, но часть продукта всё равно терялась.
Как мы подбирали оборудование для рассева
После тех неудач начали тестировать разные грохоты. Казалось, что вибрационные машины с полиуретановыми ситами — идеал. Но на кварце с остаточной влажностью 0,8% они давали погрешность фракционирования до 15%. Особенно проблемными были переходные зоны между фракциями 0,2-0,4 мм.
В 2018 году поставили каскадные рассевы с системой принудительной продувки. Это снизило погрешность до 7%, но появилась новая головная боль — износ сит при работе с песком крупностью 0,8-1,2 мм. Меняли сетки каждые 300 часов, пока не перешли на щелевые панели с карбид-вольфрамовым напылением.
Сейчас на сайте https://www.rtzcj.ru мы указываем точность фракционирования ±5%, но добились этого только после настройки аспирационных завес вокруг сит. Кстати, это же решение помогло сократить пылеобразование при работе с сухим песком для пропантов.
Технологические компромиссы в производстве
Никогда не забыву, как в 2016-м пытались одновременно сушить песок для стекольной промышленности и для ГРП. Температурные режимы отличаются на 70-90°C, а времени на переналадку не было. В итоге партия для стекла получилась с примесью пережжённых зёрен — клиент вернул 40 тонн.
Пришлось признать: универсальная линия для кварцевого песка — миф. Сейчас работаем на двух параллельных технологических потоках. Для пропантов используем двухстадийную сушку с промежуточным охлаждением, для строительных смесей — более простой вариант с барабанным агрегатом.
Интересный момент: когда увеличили скорость газового потока в сушилке, думали, что повысим производительность. Но мелкие фракции (менее 0,1 мм) начали выноситься в систему аспирации. Пришлось устанавливать дополнительные циклоны — их теперь чистим чаще, чем рассчитывали.
Опыт внедрения системы контроля качества
Раньше пробы отбирали раз в смену, теперь — каждый час. Обнаружили, что даже при стабильной работе сушилки фракционный состав 'плывёт' из-за износа форсунок горелки. Замена форсунок раз в две недели стала обязательной процедурой.
Ввели контроль не только по влажности, но и по насыпной плотности. Оказалось, что при скорости подачи сырья выше 12 т/ч плотность начинает 'скакать'. Пришлось снизить паспортную производительность линии с 15 до 11 т/ч — зато брак упал с 8% до 1,2%.
Сейчас все данные с датчиков дублируем в цеховом журнале. Старое оборудование не всегда синхронизируется с компьютером, поэтому операторы до сих пор ведут параллельный учёт в бумажных таблицах. Неидеально, но работает надёжнее новых систем.
Практические нюансы логистики и хранения
Сухой кварцевый песок гигроскопичен — это знают все. Но не все учитывают, что при хранении в силосах даже с системой аэрации нижние слои уплотняются. Как-то отгрузили партию, которую выгружали из силоса трое суток — клиент жаловался на слеживаемость.
Теперь для фракций мельче 0,3 мм используем только биг-бэги с трёхслойным полиэтиленом. Да, дороже, но сохраняем сыпучесть. Кстати, это же решение помогло сократить пыление при перегрузке — раньше соседние цеха жаловались на кварцевую пыль в вентиляции.
При отгрузке автомобильным транспортом столкнулись с сегрегацией фракций в кузове. Особенно заметно для песка 0,4-0,8 мм — после 200 км перевозки крупные зёрна скатываются к заднему борту. Теперь в спецификациях указываем рекомендации по перегрузке с помощью ленточных транспортеров с ограничителями скорости.
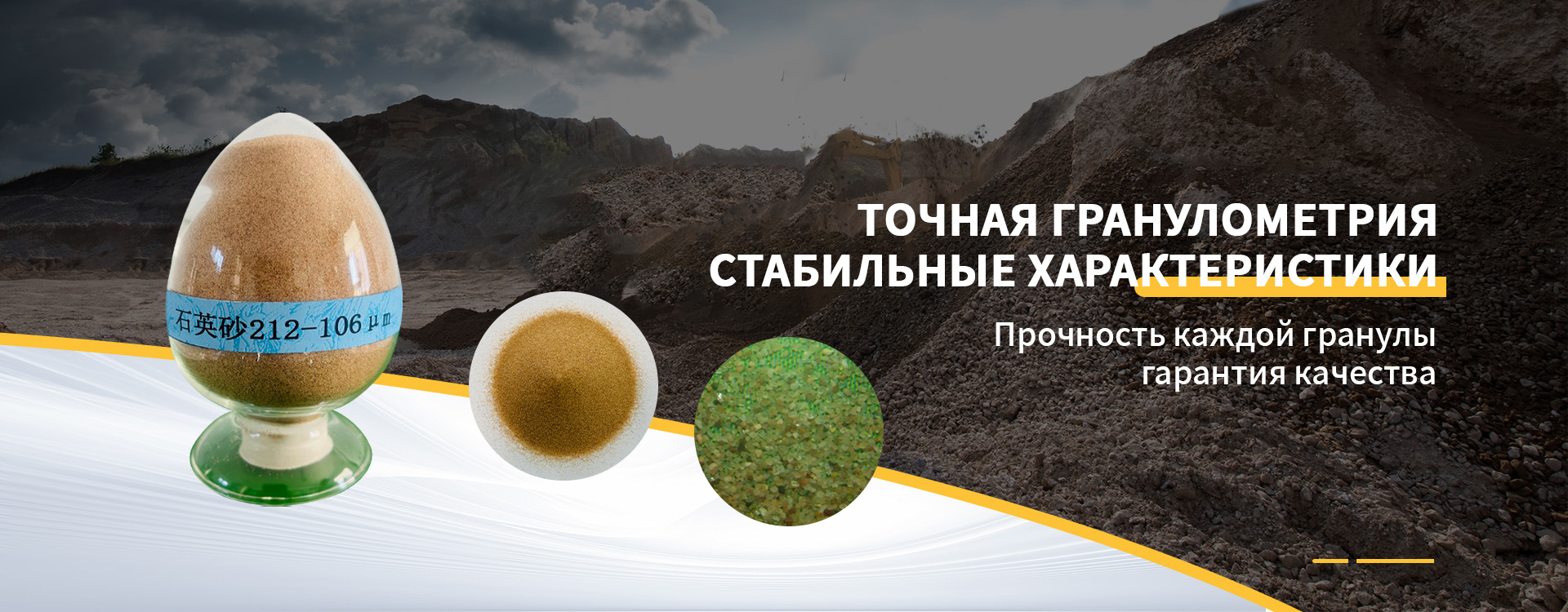
Эволюция требований к продукции
Раньше главным параметром была чистота кварца. Сейчас заказчики всё чаще требуют стабильности гранулометрии. Например, для пропантов максимальное отклонение не должно превышать 3% по основным фракциям. Добиться этого без многоступенчатого рассева невозможно.
Интересно наблюдать, как меняются требования к форме зёрен. Раньше довольствовались окатанными частицами, теперь для некоторых применений нужны зёрна с шероховатой поверхностью. Пришлось модернизировать дробильные модули перед сушкой.
В последние два года заметил рост спроса на окрашенные кварцевые пески. Пытались вводить пигменты на стадии сушки — неравномерное распределение. Теперь красители добавляем в увлажнители перед рассевом, но это удлиняет цикл на 15-20%.
Что в итоге вынесли для производства
Главный урок — нельзя экономить на подготовке сырья. Сейчас весь поступающий песок проходит через усреднительный склад, где выдерживается не менее 48 часов. Это сглаживает колебания влажности и упрощает контроль процесса.
Для производителя пропантов стабильность параметров важнее производительности. Поэтому мы в ООО Цинтунсяский завод пропантов Жуйтун сознательно снизили скорость обработки, но добились повторяемости результатов. Клиенты это ценят больше, чем низкую цену.
Сейчас смотрим на системы рекуперации тепла от сушильных линий. Тепло от охлаждающих зон можно использовать для подогрева воды в промывочных узлах. Пока пилотный проект показывает экономию газа до 8%, но оборудование дорогое. Возможно, в следующем году внедрим на одной из линий.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Отстойник
Отстойник -
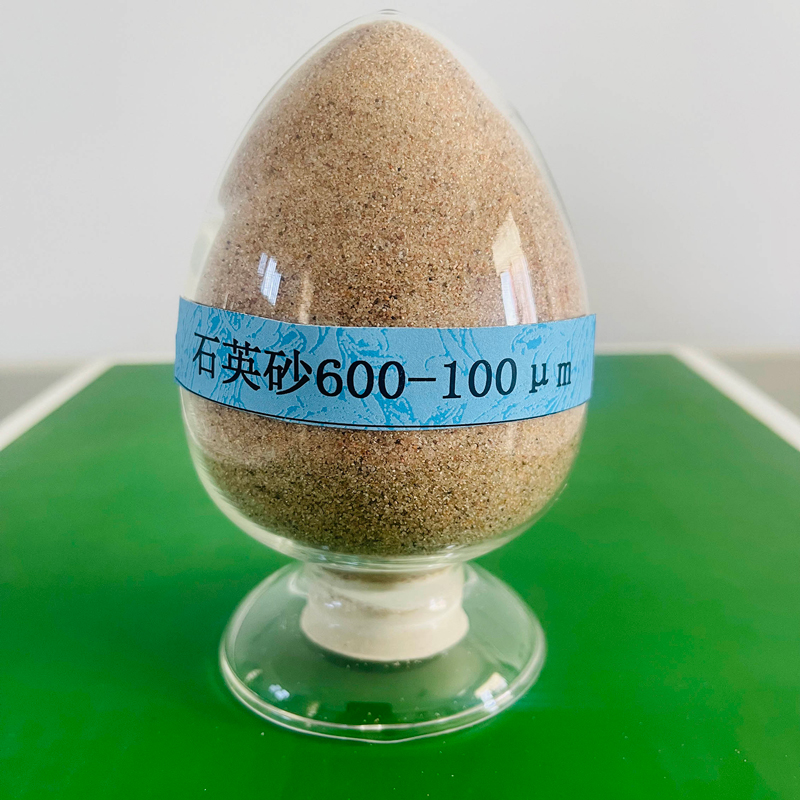 Кварцевый песок 600-100 мкм
Кварцевый песок 600-100 мкм -
 Погрузчик L956HEV
Погрузчик L956HEV -
 Электронные весы JM-B5003 (Жуйтун)
Электронные весы JM-B5003 (Жуйтун) -
 Центральный пульт управления
Центральный пульт управления -
 Угольная дробилка
Угольная дробилка -
 Кварцевый песок 150-75 мкм
Кварцевый песок 150-75 мкм -
 Фильтрационная установка
Фильтрационная установка -
 Дымосос
Дымосос -
 Испытательная машина на сжатие WHY-300 (Жуйтун)
Испытательная машина на сжатие WHY-300 (Жуйтун) -
 Сушильная машина
Сушильная машина -
 Производственная линия для промывки песка
Производственная линия для промывки песка
Связанный поиск
Связанный поиск- Кварцевый песок 1 мм производители
- Процесс добычи нефти поставщики
- Китай объем добычи нефти основная страна покупателя
- Работа по добычи нефти и газа производители
- Китай соответствие гранулометрического состава кварцевого песка поставщики
- Китай песок кварцевый гост поставщики
- Китай 8 кварцевый песок завод
- Эпоксидный наливной пол с кварцевым песком производитель
- Пропускная способность кварцевого песка производители
- пропанты для нефтедобычи методом ГРП