







Промывка и грохочение кварцевого песка производитель
Когда вижу запрос 'промывка и грохочение кварцевого песка производитель', всегда хочется уточнить: речь о сырье для стекольной промышленности или для проппантов? У нас в ООО Цинтунсяский завод пропантов Жуйтун это принципиальный вопрос - для ГРП нужен не просто чистый песок, а материал с определенной гранулометрией и прочностью.
Почему классическое грохочение не всегда работает
Стандартные виброгрохоты часто не справляются с глинистыми включениями. Помню, в 2015 пробовали брать песок из Карьера 'Журавлиный' - на выходе получали до 8% примесей, хотя по паспорту должно было быть не более 3%. Пришлось полностью пересматривать схему промывки.
Особенность нашего производства в том, что мы используем кварцевый песок не как конечный продукт, а как сырье для проппантов. Поэтому требования к промывке жестче - любые органические примеси при обжиге дадут непредсказуемую усадку.
Сейчас используем каскадные грохоты с подачей воды под давлением 2,5 атм. Но это решение пришло не сразу - сначала пытались экономить на воде, потом наоборот перерасходовали. Нашли баланс только после полугода экспериментов.
Технологические нюансы промывки
Температура воды имеет значение - зимой эффективность промывки падает на 15-20%, даже в закрытых помещениях. Пришлось устанавливать систему подогрева, хотя изначально в проекте этого не было.
Сетки на грохотах - отдельная история. Для фракции 0,1-0,3 мм используем полиуретановые сита, хотя они дороже металлических. Но металл быстрее изнашивается, а замена стоит дороже, чем первоначальная экономия.
Контроль качества на каждом этапе - от сырья до готового проппанта. Лаборатория проверяет не только химический состав, но и форму зерен после промывки. Острые грани недопустимы - такие частицы повреждают оборудование при гидроразрыве.
Оборудование: что действительно работает
После неудачного опыта с китайскими грохотами в 2018 перешли на оборудование 'Механобр-техника'. Дороже, но надежнее - простои сократились с 12% до 3% в год.
Сейчас на нашем производстве установлены две параллельные линии промывки - это позволяет не останавливать процесс при ремонте одной из них. Раньше простаивали по 2-3 дня в месяц, теперь максимум 8 часов.
Насосы Wilo оказались оптимальными для нашей воды с абразивными частицами. Пробовали более дешевые аналоги - выходили из строя через 4-5 месяцев работы. Дорогие, но работают уже третий год без замены.
Экономика процесса
Себестоимость промывки сильно зависит от исходного качества песка. Иногда выгоднее брать более дорогое сырье, но с меньшим содержанием примесей - экономия на электроэнергии и воде покрывает разницу в цене.
Вода у нас идет в замкнутом цикле, но все равно есть потери до 7% - на испарение и с шламом. Пришлось строить дополнительные отстойники, хотя изначально проект предусматривал только базовую систему очистки.
Сейчас рассматриваем установку фильтр-прессов для обезвоживания шлама - может позволить сократить расходы на утилизацию. Но оборудование дорогое, пока считаем окупаемость.
Специфика для проппантов
Основное отличие нашего производства - требования к промывке кварцевого песка определяются последующим этапом обжига. Если в песке останутся соли железа или органики, при термообработке получатся некондиционные гранулы.
Контролируем не только химическую чистоту, но и прочность зерен после мойки. Бывает, что агрессивная промывка разрушает слабые частицы - такой материал не пойдет на проппанты, только на строительные смеси.
Для разных месторождений разработали отдельные режимы промывки. Песок из Сибири требует больше воды, но меньше механического воздействия, а уральский - наоборот, нужна интенсивная обработка.
Перспективы развития
Сейчас тестируем ультразвуковую промывку для особо загрязненных партий. Технология дорогая, но для премиальных проппантов может окупиться - чистота на 2-3% выше стандартной.
Планируем автоматизировать контроль качества - сейчас лаборанты берут пробы каждые 2 часа, но хотелось бы онлайн-мониторинг. Проблема в том, что существующие анализаторы плохо работают с мокрым песком.
Для ООО Цинтунся Жуйтун Пропант важно сохранять гибкость - мы работаем с разными месторождениями, и универсальных решений нет. Каждый новый песок требует подбора режимов промывки и грохочения.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Дымосос
Дымосос -
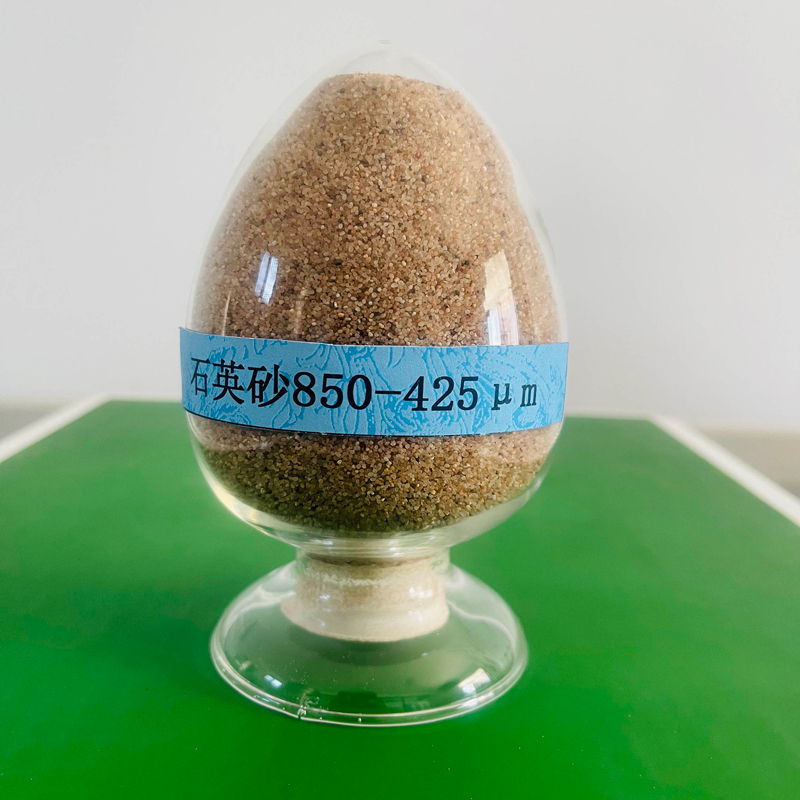
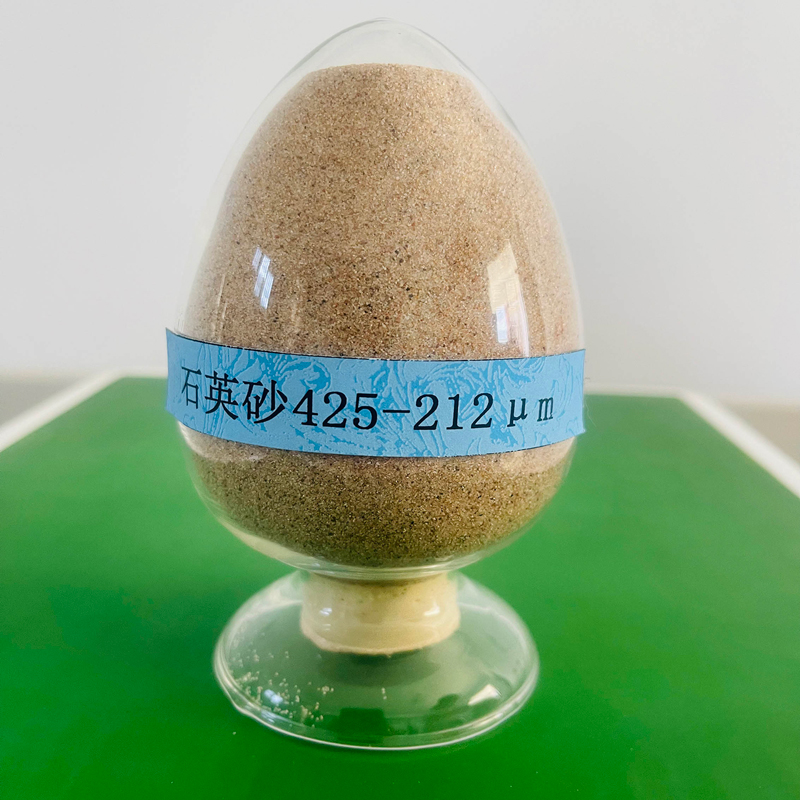 Кварцевый песок 425-212 мкм
Кварцевый песок 425-212 мкм -
 Центральный пульт управления
Центральный пульт управления -
 Кварцевый песок 150-75 мкм
Кварцевый песок 150-75 мкм -
 Вытяжной шкаф (Жуйтун)
Вытяжной шкаф (Жуйтун) -
 Сушильная машина
Сушильная машина -
 Испытательная машина на сжатие WHY-300 (Жуйтун)
Испытательная машина на сжатие WHY-300 (Жуйтун) -
 Погрузчик L956HEV
Погрузчик L956HEV -
 Циркуляционный накопительный резервуар
Циркуляционный накопительный резервуар -
 Ленточный конвейер
Ленточный конвейер -
 Испытательное сито (Жуйтун)
Испытательное сито (Жуйтун) -
 Угольная дробилка
Угольная дробилка
Связанный поиск
Связанный поиск- Китай износостойкие пропанты для грп основная страна покупателя
- Китай кажущаяся плотность кварцевого песка поставщики
- Китай песок для грп с низким коэффициентом дробления поставщик
- Китай объект добычи нефти поставщик
- Китай эпоксидный наливной пол с кварцевым песком основная страна покупателя
- Система менеджмента качества iso 9001 производитель
- Кварцевый песок фракции 150-75 мкм поставщики
- Китай кварцевый песок где завод
- Китай компания по добыче нефти производители
- Кислотная растворимость кварцевого песка поставщики