







Кварцевый песок 0 1 мм производитель
Когда ищешь производителя кварцевого песка 0-1 мм, первое, с чем сталкиваешься — это иллюзия универсальности. Многие уверены, что такой песок везде одинаков, но на деле даже в пределах одного карьера фракция 0,1-0,3 мм может иметь разную лещадность. Мы в ООО Цинтунсяский завод пропантов Жуйтун через это прошли: в 2015 году поставили партию с показателем 18% вместо заявленных 12%, и клиент вернул весь объем. Пришлось пересматривать всю технологию обогащения.
Где подвох в маркировке 0-1 мм
Вот смотрите: заказчик пишет в спецификации 'кварцевый песок 0-1 мм', а при отгрузке претензии — мол, слишком много пылевидной фракции. А ведь по ГОСТ 2138-91 до 15% частиц мельче 0,16 мм допустимо. Но для литейного производства это уже критично — начинаются проблемы с газотворностью. Мы на своем опыте убедились, что нужно заранее оговаривать не просто фракцию, а полный гранулометрический состав.
Кстати, именно после того случая мы ввели дополнительную операцию — пневмосепарирование на финальной стадии. Да, себестоимость выросла на 7%, но зато смогли выйти на стабильные 94% соответствия заявленной фракции. Для производителя кварцевого песка это стало конкурентным преимуществом — особенно для стекольных заводов, где перерасход шихты из-за нестабильного песка может достигать 3 тонн в месяц.
Еще один момент — влажность. Казалось бы, мелочь, но при отгрузке в зимний период песок с влажностью выше 0,2% смерзается в пути. Пришлось разрабатывать систему подогрева силосов, хотя изначально в проекте этого не было. Теперь все партии проходят контроль точным влагомером Wile 55 — старые сушильные шкафы давали погрешность до 0,15%.
Технологические компромиссы при производстве
На нашем производстве в Чунцине изначально стояли сушильные барабаны СБ-1,5 — для песка 0,1-0,3 мм они давали пережог до 4% массы. Пришлось переходить на двухконтурные сушилки с точной регулировкой температуры. Но и здесь не без проблем: при тонком помоле увеличивается пылевынос, пришлось ставить дополнительные циклоны.
Интересный случай был с одним из нефтесервисных предприятий — они заказывали песок для проппантов, но требовали нестандартную обогащенную фракцию 0,05-0,1 мм. Технологи сопротивлялись — мол, выход продукта всего 23% от исходного сырья. Но в итоге нашли компромисс: стали использовать отсев для производства барита, что снизило себестоимость основной продукции. Это к вопросу о том, как производитель кварцевого песка 0 1 мм может оптимизировать отходы.
Сейчас внедряем систему оптической сортировки — пока тестово, но уже видно, что сможем довести содержание SiO2 до 99,7% против текущих 99,3%. Правда, вопрос рентабельности пока открыт — оборудование дорогое, а маржинальность на рынке падает.
Логистические тонкости
Многие недооценивают важность тары для кварцевого песка 0-1 мм. Перешли с обычных биг-бэгов на пятислойные с полипропиленовым вкладышем — потери при перевалке сократились с 1,2% до 0,3%. Но и здесь не обошлось без просчетов: сначала закупили китайские вкладыши, а они при -15°С трескались. Вернулись к российским поставщикам, хоть и дороже на 15%.
Для экспортных поставок пришлось полностью менять систему отбора проб — раньше пробы брали только в начале конвейера, а теперь вводим точечный отбор из каждой пятой партии. Особенно важно для песка фракцией 0,1-0,25 мм, где возможна сегрегация частиц при транспортировке.
Кстати, наш сайт https://www.rtzcj.ru изначально не был адаптирован под технические спецификации — пришлось переделывать, добавили раздел с реальными протоколами испытаний. Клиенты теперь часто ссылаются именно на эти данные при заключении контрактов.
Опыт работы с нефтегазовым сектором
Когда мы начинали в 2011 году, основным направлением были проппанты, но постепенно пришли к тому, что кварцевый песок 0-1 мм востребован не меньше. Особенно для приготовления тампонажных растворов — там требуется особая чистота по железу (не более 0,03%).
Помню, в 2018 году был конфуз с поставкой для 'Башнефти' — лаборатория забраковала партию из-за содержания слюды 0,8% при допустимых 0,5%. Пришлось срочно организовывать дополнительную магнитную сепарацию. Теперь всегда уточняем назначение песка — для разных процессов требования кардинально отличаются.
Сейчас в ООО Цинтунся Жуйтун Пропант разрабатываем специальную модификацию песка с повышенной сферичностью — для увеличения проницаемости проппантных смесей. Пока лабораторные испытания показывают прирост на 12-15%, но до промышленного внедрения еще далеко.
Экономика производства
Себестоимость тонны песка 0-1 мм у нас выросла на 22% за последние 3 года — mainly из-за роста тарифов на электроэнергию и экологических платежей. Пришлось оптимизировать цикл сушки — установили рекуператоры, что дало экономию 9% газа.
Интересно, что мелкие фракции 0,1-0,16 мм раньше считались отходом, а теперь их активно закупают производители декоративных штукатурок. Хотя рентабельность здесь ниже, чем у основной фракции 0,5-0,8 мм для стекольной промышленности.
Сейчас рассматриваем возможность производства обогащенного песка по технологии сухого обогащения — это позволит выйти на рынок электронной промышленности. Но пока не уверены в окупаемости — оборудование немецкое, а сроки окупаемости превышают 5 лет.
Что в итоге
За 12 лет работы поняли главное: производитель кварцевого песка 0-1 мм должен быть гибким. Нельзя работать по шаблону — каждый заказ требует индивидуального подхода к подготовке и контролю.
Сейчас вижу тенденцию к ужесточению требований по однородности фракции — особенно в свете развития композитных материалов. Возможно, скоро придется инвестировать в лазерные анализаторы частиц — текущее ситовое оборудование уже не удовлетворяет передовых потребителей.
Для тех, кто ищет надежного поставщика, советую обращать внимание не только на цену, но и на наличие собственной лаборатории. Мы в ООО Цинтунсяский завод пропантов Жуйтун прошли путь от простого дробления до комплексного обогащения — и продолжаем совершенствовать технологии.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Фильтрационная установка
Фильтрационная установка -
 Испытательное сито (Жуйтун)
Испытательное сито (Жуйтун) -
 Электронные весы JM-B5003 (Жуйтун)
Электронные весы JM-B5003 (Жуйтун) -
 Центральный пульт управления
Центральный пульт управления -
 Прибор для измерения истинной плотности JW-M100A (Жуйтун)
Прибор для измерения истинной плотности JW-M100A (Жуйтун) -
 Барабанное сито
Барабанное сито -
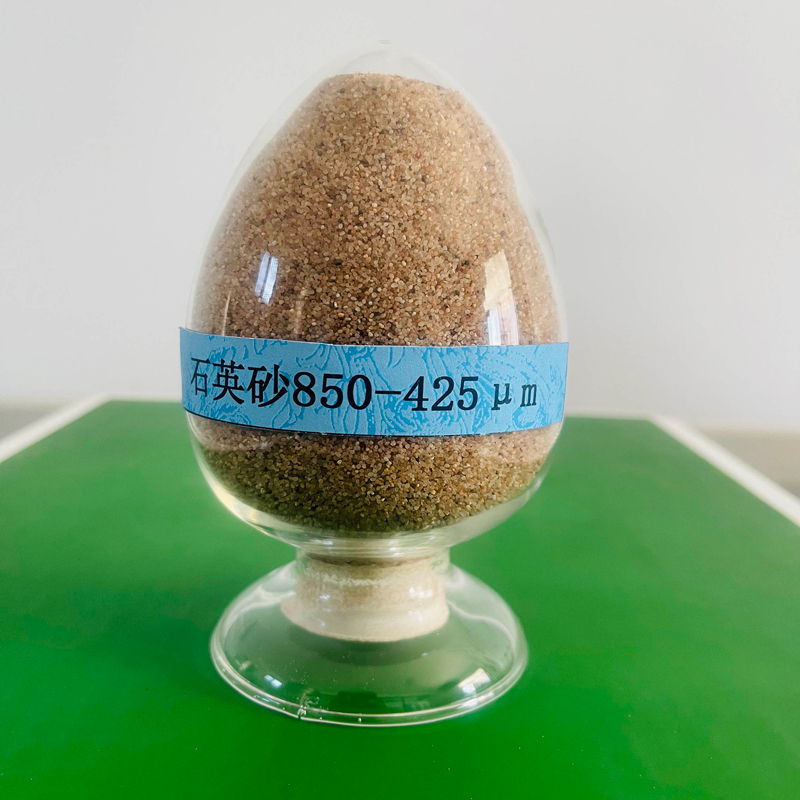
 Кварцевый песок 425-212 мкм
Кварцевый песок 425-212 мкм -
 Ленточный конвейер
Ленточный конвейер -
 Площадка для сушки
Площадка для сушки -
 Турбидиметр YZD-1A (Жуйтун)
Турбидиметр YZD-1A (Жуйтун) -
 Квадратное качающееся сито
Квадратное качающееся сито -
 Кварцевый песок 600-300 мкм
Кварцевый песок 600-300 мкм
Связанный поиск
Связанный поиск- Китай аккредитация лаборатории по системе cnas цена
- Китай кварцевый песок вода поставщики
- Китай кварцевый песок 0 8 завод
- кварцевый песок для плитки
- Кварцевый песок поставщик
- Китай добыча нефти 2025 производители
- Китай объемная плотность кварцевого песка производители
- место добычи нефти
- Китай кварцевый песок для фильтра основная страна покупателя
- Добыча нефти и газа зарплата поставщик