







Высокопрочный пропант производитель
Когда слышишь 'высокопрочный пропант производитель', первое, что приходит в голову – это прессованные шарики с идеальной геометрией. Но на деле всё сложнее: даже при 100 МПа прочности можно получить брак, если не учитывать спекание кварцевого песка с алюмосиликатными добавками. Многие до сих пор путают керамический и смолопокрытый пропант, хотя для низкопроницаемых коллекторов разница критична – один выдерживает закрытие трещин, другой рассыпается в пыль.
Технологические ловушки при производстве
На нашем производстве в ООО Цинтунся Жуйтун Пропант были случаи, когда партия с маркировкой 40/70 внезапно теряла 15% прочности после транспортировки. Разбирались неделю – оказалось, влажность складского помещения превысила 40%, и поверхность гранул начала адсорбировать воду. Теперь всегда проверяем цеолитную прослойку в таре.
Особенно сложно с проппантами для сланцевых месторождений. Тут нужна не просто прочность, а устойчивость к кислотной среде. Как-то пробовали добавлять циркониевые присадки – вышло дорого, но для скважин с высоким содержанием сероводорода оказалось единственным рабочим вариантом.
Кстати, про высокопрочный пропант производитель часто забывают, что плотность гранул должна коррелировать с вязкостью жидкости ГРП. У нас был заказ из Башкортостана, где пришлось переделывать всю партию – их гелевый состав выталкивал стандартные 2,65 г/см3 на поверхность.
Барит как индикатор проблем
Барит многие считают второстепенным компонентом, но именно по нему можно отследить качество всего процесса. Если в суспензии появляются комки – значит, где-то нарушена температура помола. Мы на заводе даже ввели дополнительный контроль точки росы в цехе измельчения.
Однажды пришлось отказаться от поставщика барита из Казахстана – в их материале оказался повышенный процент глинистых включений. Это приводило к забивам насосных групп, клиенты жаловались на простои. Перешли на местное сырьё, хоть и дороже на 7%, зато стабильность характеристик.
Интересно, что известняковая мука иногда работает лучше синтетических наполнителей. Особенно в карбонатных коллекторах – там совпадение коэффициентов теплового расширения даёт меньшую миграцию частиц. Но это уже тонкости, которые понимают только те, кто годами работает с керном.
Практика vs лабораторные данные
Лабораторные испытания проппантов по ГОСТу – это одно, а реальные условия скважины – совсем другое. Помню, в 2018 году для проекта в ХМАО разрабатывали пропант с повышенной стойкостью к истиранию. Лаборатория дала идеальные показатели, а на глубине 2800 метров гранулы начали разрушаться из-за циклических нагрузок.
Пришлось полностью менять технологию обжига – увеличили время выдержки в печи с 45 до 65 минут, снизили скорость нагрева. Теперь этот проппант идёт как специальная серия для глубоких скважин. Кстати, его характеристики есть на сайте https://www.rtzcj.ru в разделе 'Спецпродукция'.
Многие производители грешат тем, что оптимизируют пропанты под стандартные тесты, забывая про пластовое давление. У нас в ООО Цинтунсяский завод пропантов Жуйтун для каждого месторождения делаем пробную партию с имитацией реальных условий – дорого, но зато клиенты возвращаются.
Экономика качества
Сегодня каждый второй называет себя высокопрочный пропант производитель, но когда начинаешь смотреть технологические карты – понимаешь, что половина даже не контролирует фракционный состав после калибровки. Мы в 2015 году поставили систему лазерного анализа каждой партии – сначала считали это излишеством, но теперь экономим на возвратах.
Особенно важно для северных месторождений – там перепады температур от -50 до +120 градусов разрушают некачественные проппанты за считанные месяцы. Пришлось разрабатывать специальную полимерную пропитку, которая компенсирует тепловое расширение.
Кстати, про известняковую муку – её часто недооценивают как наполнитель, но при правильном помоле (фракция менее 10 мкм) она даёт лучшую стабилизацию суспензии, чем импортные реагенты. Проверяли на месторождениях Ямала – прирост дебита на 3-4% по сравнению со стандартными составами.
Логистика как часть технологии
Мало сделать хороший пропант – нужно его доставить без потери характеристик. После того случая с влажностью теперь все контейнеры оборудоваем датчиками микроклимата. Дополнительные затраты окупились за полгода – сократили брак при транспортировке на 8%.
С баритом вообще отдельная история – если его перевозить при отрицательных температурах, потом в суспензии образуются комки. Пришлось разрабатывать систему подогрева цистерн, хотя изначально казалось, что это избыточно.
Вот сейчас на https://www.rtzcj.ru можно увидеть наши логистические схемы – многие удивляются, почему у нас склады не только при производстве, но и возле ключевых месторождений. Ответ прост – так мы гарантируем стабильность характеристик материалов до момента закачки в пласт.
Перспективы и тупиковые ветви
Пробовали делать проппанты с нанопокрытием – технология интересная, но себестоимость убивает всю экономику. Возможно, для сверхглубоких скважин это и имеет смысл, но для 90% проектов достаточно стандартных решений с модификацией под конкретные условия.
Смолопокрытые проппанты – тоже не панацея. В низкотемпературных коллекторах они показывают себя хорошо, но когда температура превышает 120 градусов – связующее начинает деградировать. Пришлось отказаться от нескольких перспективных разработок, хотя лабораторные результаты были обнадёживающими.
Сейчас в ООО Цинтунся Жуйтун Пропант сосредоточились на оптимизации существующих линеек. Иногда лучше довести до идеала проверенную технологию, чем гнаться за революционными решениями. Как показывает практика, надёжность важнее инноваций, когда речь идёт о работе на глубине двух километров.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Испытательное сито (Жуйтун)
Испытательное сито (Жуйтун) -
 Производственная линия для промывки песка
Производственная линия для промывки песка -
 Вытяжной шкаф (Жуйтун)
Вытяжной шкаф (Жуйтун) -
 Циркуляционный накопительный резервуар
Циркуляционный накопительный резервуар -
 Мерный цилиндр 1000 мл (Жуйтун)
Мерный цилиндр 1000 мл (Жуйтун) -
 Фильтрационная установка
Фильтрационная установка -
 Площадка для сушки
Площадка для сушки -
 Сушильный шкаф 101-1A
Сушильный шкаф 101-1A -
 Угольная дробилка
Угольная дробилка -
 Сушильная машина
Сушильная машина -
 Прибор для измерения истинной плотности JW-M100A (Жуйтун)
Прибор для измерения истинной плотности JW-M100A (Жуйтун) -
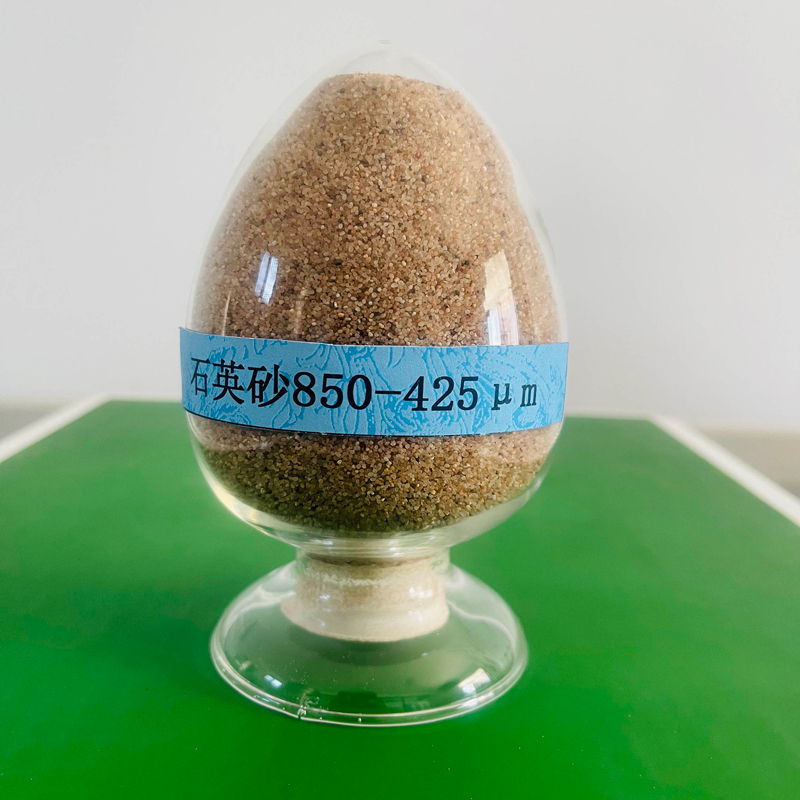 Кварцевый песок 850-425 мкм
Кварцевый песок 850-425 мкм
Связанный поиск
Связанный поиск- Эксплуатация и обслуживание добычи нефти поставщик
- Китай способы добычи нефти производитель
- Кварцевый песок для гидравлического разрыва пласта цена
- Оператор по добыче нефти и газа вакансии поставщик
- Китай добыча нефти в россии производитель
- Китай кислотная растворимость кварцевого песка цена
- Китай кварцевый песок 0 4 основная страна покупателя
- Кварцевый песок в мешках поставщики
- Высокая прочность на сжатие поставщик
- Китай кварцевый песок фракции 425-212 мкм поставщик